
| Property | Unit | Tolerance | Data | Standard | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Basis Weight | g/m | ±3% | 160 | 170 | 180 | 190 | 200 | 210 | 220 | 230 | 240 | 250 | 260 | 270 | 280 | 290 | 300 | 310 | 320 | 330 | 340 | 350 | GB/T 451.2 I50 536 |
| Moisture | % | ±1.5 | 7.5 | 56T2167 | |||||||||||||||||||
| Caliper | um | ±15 | 230 | 245 | 260 | 270 | 285 | 300 | 315 | 325 | 340 | 355 | 365 | 380 | 395 | 405 | 420 | 435 | 450 | 460 | 475 | 490 | GB/T 451.3 IS0 534 |
| bulkiness | Um/g | 1 | 1.4 | ||||||||||||||||||||
| Stiffness(MD) | mN.m | > | 2.5 | 3 | 3.8 | 4.4 | 5 | 5.5 | 6.5 | 75 | 8 | 8.5 | 9.5 | 11 | 12.5 | 13.5 | 14.5 | 15.5 | 16.5 | 18 | 20 | 22 | GB/T 22364 ISO 2493 taber15" |
| Folding(MD) | # | ≥ | 20 | GB/T 457 I5O 5626 | |||||||||||||||||||
| D65 Brightness | % | ≥ | 78 | GB/T 7974 ISO 2470 | |||||||||||||||||||
| Bonding Strength | J/mt | ≥ | 100 | GB/T 26203 | |||||||||||||||||||
| Edge soaking(95℃ hot water10min) | mm | ≤ | 5 | ||||||||||||||||||||
| Ash content | % | ≤ | 10 | GB/T742 ISO 2144 | |||||||||||||||||||
| Dirt | #/m | 0.1mm2-1.5mm²≤80 1.5mm²-2.5mm²≤16 Not allowed:>2.5mm² | 0.3mm2-1.5mm²≤80 1.5mm²-2.5mm²≤16 Not allowed:>2.5mm² | GB/T 1541 | |||||||||||||||||||
| Fluorescent substance | Negative | GB31604.47 | |||||||||||||||||||||
1. Materials and Manufacturing Process:
The stone paper is crafted from recycled wood pulp and mineral powder, ensuring a high-quality product that maintains eco-friendly characteristics. The production process involves the intricate pulping and forming of stone paper, minimizing energy consumption and emissions, which reinforces its position as a responsible choice for conscientious brands.
2. Physical Properties:
This stone paper comes with a grammage of 320g, providing robust thickness while remaining adaptable for various printing technologies. The thickness ranges from 100um to 400um, ensuring it can cater to diverse needs. With remarkable whiteness levels, it adheres to industry standards, showcasing vibrant colors and prints effectively. Opacity is another advantage, ensuring minimal show-through and high-quality presentation.
3. Performance Advantages:
With outstanding smooth writing capabilities, this paper demonstrates excellent ink absorption, making it compatible with various printing methods. The folding durability, tensile strength, and tear resistance ensure that it withstands rigorous handling, making it ideal for applications that demand longevity. Compared to traditional options, such as off-set or kraft papers, stone paper provides superior resistance to moisture and oils, creating a more reliable product for users.
4. Environmental Characteristics:
The stone paper has obtained relevant environmental certifications that underscore its green credentials. The production measures adopted focus on minimizing waste and optimizing energy use, contributing to lower carbon footprints and overall environmental impact.
5. Sizes and Specifications:
The paper is available in a selection of common sizes, ranging from sheets like 787mm x 1092mm to roll sizes such as 787mm and 889mm, giving businesses flexibility according to their specific requirements. Each specification tolerates slight variations to maintain high standards.
6. Scope of Application:
This stone paper excels in various uses, from premium packaging to distinctive magazine covers. The greaseproof nature makes it particularly suitable for food packaging, ensuring safety standards and performance, synonymous with high-end applications. You can explore further applications similar to what’s found in high-sheen options at serval links with products like High Sheen PE Coated Paper.
7. Cost – Effectiveness:
Given the myriad benefits of stone paper, its cost-effectiveness becomes apparent in cost savings on materials in the long run. Its durability reduces the frequency of reorders, making it an economically viable option for both small and bulk orders.
8. Quality Assurance:
Our rigorous quality control protocols ensure the consistency and stability of this stone paper, with frequent sampling and strict quality acceptance standards in place to guarantee only the highest quality products reach our customers.
9. Customization and Special Attributes:
Customization is a key feature, allowing businesses to request specific sizes, grammages, and even special processing options to suit unique project needs. The water-resistant and fire-safe qualities of the stone paper add another layer of versatility to its applications.
10. Ordering and Logistics:
Our minimum order quantity (MOQ) is set at 5 tons, and we offer free samples for potential buyers to assess quality before committing. The production timelines range from 25-30 working days, enabling efficient delivery. With our factory located in Ningbo, China, one of the top global seaports, we provide straightforward logistics for exporters and suppliers.
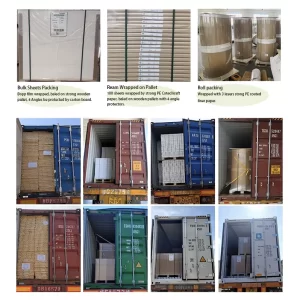
11. Packing Options:
We offer various packing solutions, including jumbo roll packing with durable PE-coated liner paper, bulk sheet packing with protective wrapping, and ream packing, ensuring your order arrives safely and ready for use.
In summary, thick eco-friendly stone paper is an excellent choice for manufacturers seeking a reliable supplier with competitive bulk prices. This product not only stands at the forefront of innovation but also emphasizes environmental sustainability, making it a perfect match for businesses aiming to make a difference with their packaging solutions. For a closer look at food-safe options, check out our extensive range, including 135gsm PE Coated Paper.
Yes, stone paper is considered eco-friendly because it is made from limestone, a readily available resource, and does not require trees or water in its production. Additionally, it generates fewer carbon emissions and uses less energy compared to traditional paper production. Stone paper also does not use bleach or chemicals in its manufacturing process, making it a more sustainable option for environmentally-conscious consumers.
One of the main disadvantages of stone paper is that it is not as easily recyclable as traditional paper. Due to its composition of calcium carbonate, stone paper cannot be recycled in the same way as wood-based paper products. Additionally, stone paper may be less versatile in terms of printing options and finishes compared to regular paper. Some users also find that it has a different texture and feel, which may not suit all preferences.
Stone paper is known for its durability and resistance to water, tearing, and insects, which also means that it decomposes at a much slower rate than regular paper. While specific decomposition times can vary depending on environmental factors, stone paper typically takes significantly longer to break down compared to wood-based paper. In controlled composting conditions, stone paper may take several years to decompose fully due to its mineral composition.
Yes, stone paper is generally more expensive than traditional wood-based paper. The production process for stone paper involves specialized machinery and technologies, which can contribute to the higher cost of the final product. Additionally, the sourcing and refinement of calcium carbonate, the primary material in stone paper, may also impact its price point. Despite the higher upfront cost, some consumers may find the environmental benefits and sustainability aspects of stone paper to justify the price difference.